
3Dプリンターで失敗しない為の覚え書き…ベット編
みかさベースで 主に治具を作成するのに使っている オープンキューブ 3Dプリンタ SCOOVO X9 ですが、ノズルを注文しようと調べてみたら、ビックリ!
メーカー( オープンキューブ →アビーに統一後)が、倒産して、部品の供給ができないんですねぇ~
購入したのは 7年位前だけど、確か20万円位だったような…
今は もっと安価で良質な3Dプリンターがたくさんあるようですが、メインで使用する訳ではないし、買い替える気もしないので、当分は ごまかして使うしかないですねぇ~
で、少し前に、ある方から、メールをいただきました。
「3Dプリンター(熱溶解積層方式)を使っていますが、フィラメントをPLAから、ABSに変えたら、印刷途中で、ベットから剥がれてしまう。
ポリイミドテープに、スーパーハード のヘアスプレーを吹きかけたり、温度設定を高めにしたりしているが、上手くいかない。
みかさベースでは どうしてますか?」(多少、要約してます)
そうなんですよね~
ABSフィラメントはPLAフィラメントより、反りやすいから、片側が浮いたり、変形したり、最悪「ボコっ」と外れたり…
でも、印刷後の処理(ヤスリ掛けや、接着、塗装等)はABSの方が便利だし…
で、邪道ながらも、ウチでやってる方法といえば…
ポリイミドテープ は貼るのも面倒だし、剥がすときも大変なので、使用しません。
で、代わりに、

まずは 3Dプリンタユーザーおなじみ(?)の養生テープをベットに貼ります。
これなら、安いし、ベットが直接汚れないし、剥がすときも、楽チンです♪
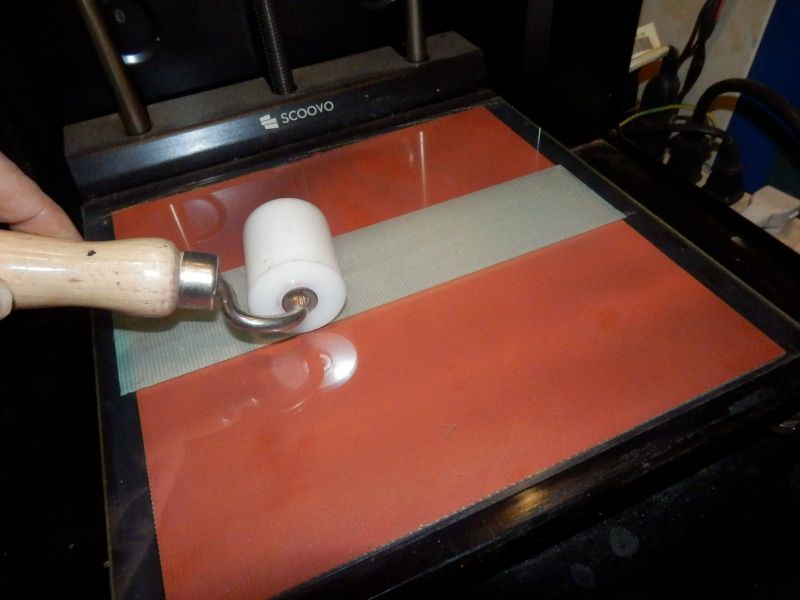
ローラーを使って、シワがなく、重なったり、隙間が空かないように、造形物の大きさより、少し広めになるよう、数枚平行して貼ります。
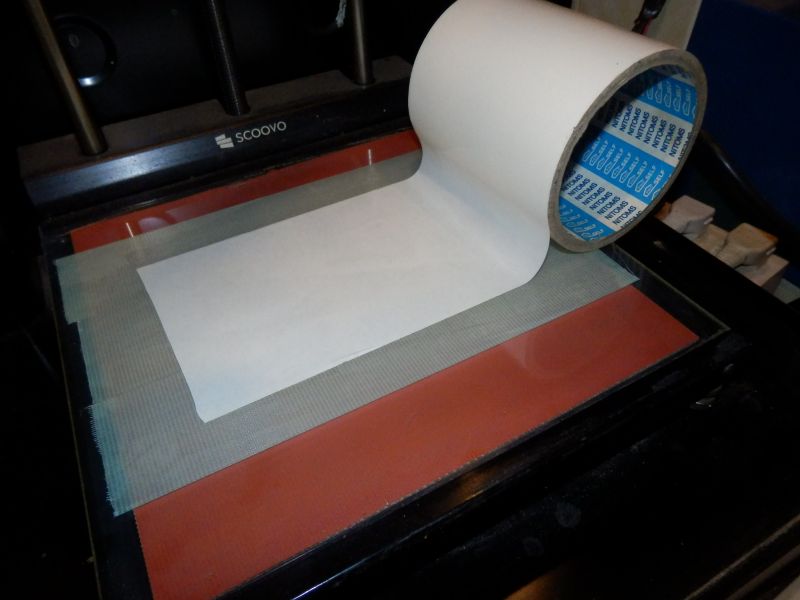
で、養生テープの上に幅広タイプの両面テープを貼ります。
造形物の大きさにもよりますが、あまり細い両面テープですと、揃えて貼るのが大変ですので、幅広 タイプ (写真は100mm幅)の方が、便利ですね♪
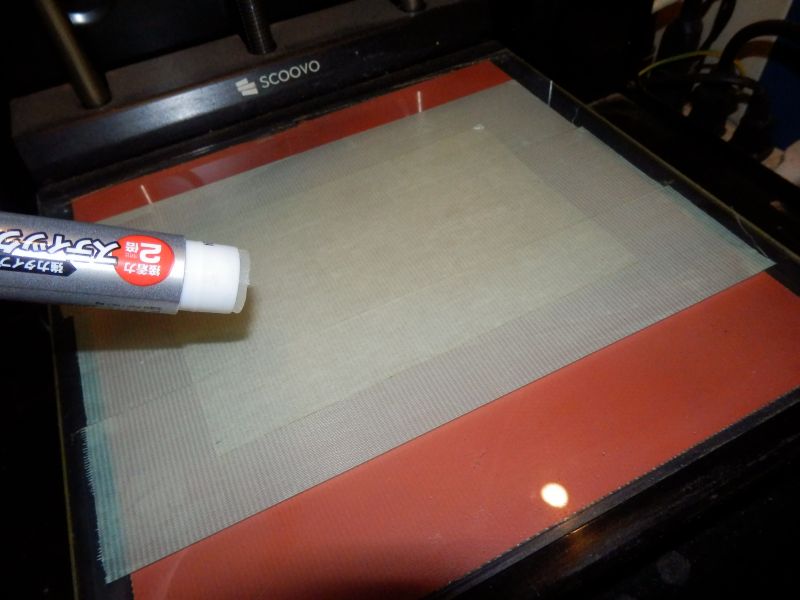
更に、ベット温度が、60度を超した位で、スティック糊を両面テープの上に塗り、プリントを開始します。
ベット部分は 5年以上 この方法でやっていますが、ほぼ失敗は ありません♪
もっとも、造形物の大きさや形により、温度や、ブリム、ラフト等の設定に工夫が必要な場合がありますが、長くなるので、次回にします♪















最近のコメント